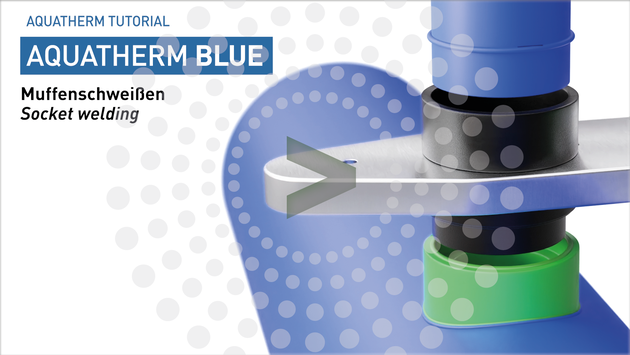
Due to their exceptionally good welding properties, pipe and fitting fuse to form a homogeneous, materially bonded unit. For this purpose, the pipe and fitting are briefly heated with the aid of tools provided for this purpose and then simply joined together; that's it! Double material thickness at the joint - this means double safety at the otherwise critical point of a piping system.
Processing AQUATHERM BLUE OT
| DN in mm | Heating time DVS in sec. | Heating time AQE* in sec. | processing time in sec | Cooling time in min. | Weld-in depth in mm |
| 20 | 5 | 8 | 4 | 2 | 14,5 |
| 25 | 7 | 11 | 4 | 2 | 16,0 |
| 32 | 8 | 12 | 6 | 4 | 18,0 |
| 40 | 12 | 18 | 6 | 4 | 20,5 |
| 50 | 18 | 27 | 6 | 4 | 23,5 |
| 63 | 24 | 36 | 8 | 6 | 27,5 |
| 75 | 30 | 45 | 8 | 8 | 30,0 |
| 90 | 40 | 60 | 8 | 8 | 33,0 |
| 110 | 50 | 75 | 10 | 8 | 37,0 |
| 125 | 60 | 90 | 10 | 8 | 40,0 |